
服務(wù)熱線
13702918602




機(jī)械使用過(guò)程中會(huì)使機(jī)械內(nèi)部零件造成磨損等問(wèn)題,為了機(jī)械的性能及機(jī)械的安全著想,送料機(jī)的保養(yǎng)要特別注意以下六點(diǎn)
使用自動(dòng)送料機(jī)的注意事項(xiàng):
1、滾輪的齒輪部分,涂上齒輪黃油并補(bǔ)充更換齒輪油。
2、滾輪間是否有污物,齒輪間是否有異物。
3、送料滾輪是否有良好的平行度。
4、送料機(jī)的各機(jī)構(gòu)間結(jié)合的螺絲及螺帽是否松動(dòng)。
5、操作面板上的開(kāi)關(guān)及顯示屏是否異常。
6、各部分是否有損傷變形等異常現(xiàn)象。
保證較好的模具間隙模具間隙是指沖頭進(jìn)入下模中,兩側(cè)的間隙之和,它與板厚、材質(zhì)以及沖壓工藝有關(guān),選用合適的模具間隙,能夠保證良好的沖孔質(zhì)量,減少毛刺和塌陷,整平機(jī)廠家,保持板料平整,有效防止帶料,延長(zhǎng)模具壽命。自動(dòng)送料機(jī)通過(guò)檢查沖壓廢料的情況,可以判定模具間隙是否合適。如果間隙過(guò)大,廢料會(huì)出現(xiàn)粗糙起伏的斷裂面和較小的光亮面。間隙越大,斷裂面與光亮面形成的角度就越大,沖孔時(shí)會(huì)形成卷邊和斷裂,甚至出現(xiàn)一個(gè)薄緣突起。反之,如果間隙過(guò)小,廢料會(huì)出現(xiàn)小角度斷裂面和較大的光亮面。當(dāng)進(jìn)行開(kāi)槽、步?jīng)_、剪切等局部沖壓時(shí),側(cè)向力將使沖頭偏轉(zhuǎn)而造成單邊間隙過(guò)小,有時(shí)刃邊偏移過(guò)大會(huì)刮傷下模,造成上下模的快速磨損,模具以較好間隙沖壓時(shí),廢料的斷裂面和光亮面具有相同的角度,并相互重合,這樣可使沖裁力小,沖孔的毛刺也很小。
刃磨可有效延長(zhǎng)模具的使用壽命如果工件出現(xiàn)過(guò)大的毛刺或沖壓時(shí)產(chǎn)生異常噪音,可能是模具鈍化了,整平機(jī)飛剪,數(shù)控送料機(jī)檢查沖頭及下模,當(dāng)其刃邊磨損產(chǎn)生半徑約0.10mm的圓弧時(shí),就要刃磨了,實(shí)踐表明,經(jīng)常進(jìn)行微量的刃磨而不是等到非磨不可時(shí)再刃磨,不僅會(huì)保持良好的工件質(zhì)量,減小沖裁力,北京整平機(jī),而且可使模具壽命延長(zhǎng)一倍以上

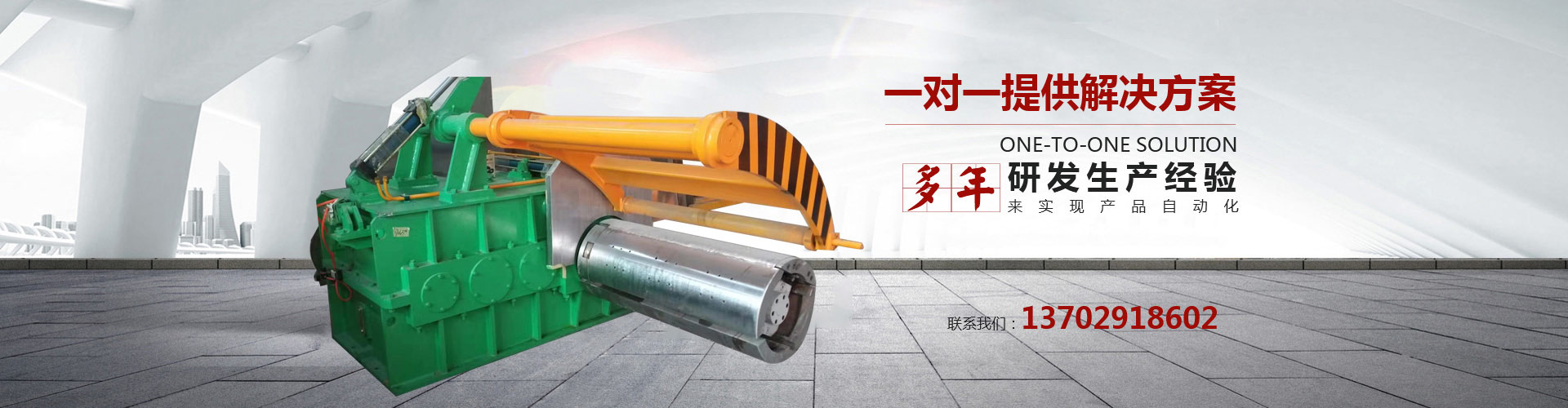
沖壓制造行業(yè)所需的材料,為了方便運(yùn)送,需先將長(zhǎng)扁型片材卷曲成圓筒狀。而當(dāng)卷料運(yùn)至客戶工廠使用時(shí),因其存在較大的內(nèi)應(yīng)力無(wú)法直接用來(lái)沖壓生產(chǎn),必須先由材料架來(lái)開(kāi)卷,然后用整平機(jī)予以整平,后由送料機(jī)送入沖床中以完成整個(gè)沖壓生產(chǎn),因此整平機(jī)成為了沖壓自動(dòng)化生產(chǎn)必備設(shè)備之一,而根據(jù)客戶材料厚度的不同,整平機(jī)又分為厚板整平機(jī)、半截式整平機(jī)(即常說(shuō)的材料矯正機(jī))、精密整平機(jī)、超精密整平機(jī)這幾種。
沖壓客戶所使用的材料厚度以0.1-3.0mm這個(gè)區(qū)間的為較多,因此半截式整平機(jī)、精密整平機(jī)成為了整個(gè)沖壓行業(yè)使用較多的整平設(shè)備,整平機(jī)價(jià)格,這兩種整平機(jī)其基本原理是相同的,即通過(guò)電氣控制其運(yùn)轉(zhuǎn),通過(guò)感應(yīng)來(lái)實(shí)現(xiàn)機(jī)器的啟動(dòng)和停止,其整平的效果主要靠上下滾筒同步傳動(dòng),并調(diào)整上下滾筒間的間隙來(lái)達(dá)到整平效果。
在使用上,相比精密整平機(jī)而言,半截整平機(jī)其主要的缺點(diǎn)在于整平調(diào)節(jié)上,該整平機(jī)之上設(shè)置有對(duì)正箭頭與刻度表,供目視調(diào)整其箭頭對(duì)準(zhǔn)刻度表的某一位置時(shí)即對(duì)準(zhǔn),當(dāng)調(diào)整手輪時(shí),以其手輪上的箭頭對(duì)其刻度盤(pán)上的刻度,當(dāng)?shù)竭_(dá)某一刻度時(shí)即為對(duì)準(zhǔn)的狀態(tài), 然于調(diào)整時(shí),以其箭頭對(duì)準(zhǔn)刻度的方式在每個(gè)人的習(xí)慣上均有不同,如有的認(rèn)為對(duì)準(zhǔn)刻度的中央才算有對(duì)準(zhǔn),有些人則認(rèn)為只要對(duì)準(zhǔn)刻度線即可,所有可說(shuō)其誤差相當(dāng)大,再加上操作者的操作目視角度及目視誤差,對(duì)操作者來(lái)說(shuō)相當(dāng)不利于操作。另外,該對(duì)準(zhǔn)箭頭與刻度的方式在操作時(shí),常有多調(diào)幾次即過(guò)頭的情形,須再來(lái)回調(diào)上數(shù)次方能對(duì)準(zhǔn)刻度,熟手也常發(fā)生,對(duì)生手操作情況更為嚴(yán)重,調(diào)整起來(lái)相當(dāng)費(fèi)時(shí)。
而精密整平機(jī)將原有的刻度尺調(diào)節(jié)改為四點(diǎn)單一式微調(diào),當(dāng)不平整的板材由上下滾筒中間穿過(guò)時(shí),可迅速轉(zhuǎn)動(dòng)微調(diào)裝置,使其目視微調(diào)結(jié)構(gòu)上的刻度對(duì)應(yīng)固定座筒刻度及旁側(cè)的高精度百分表指針到達(dá)預(yù)設(shè)的位置,調(diào)整快速、對(duì)準(zhǔn)準(zhǔn)確、整平精度得到了極大的提升。









 大,在整平機(jī)的下滾筒全部安裝好,裝配人員會(huì)用卡尺對(duì)左右兩塊側(cè)板進(jìn)行細(xì)致定位,定會(huì)好后,仔細(xì)檢查一下每一根滾軸確保運(yùn)轉(zhuǎn)順暢。同時(shí)查看進(jìn)料上輥軸的滑座、整平上輥軸滑座與左右側(cè)板的配合。確保所有的滑座與側(cè)板的配合順暢,但是不能有超過(guò)50個(gè)絲的間隙。在所有的滑座都能夠與整平機(jī)側(cè)板順利的配合的情況下,安裝好所有的上輥軸。再進(jìn)行互相配合。看每一組上輥軸安裝好以后是否可以順暢的上下滑動(dòng)。同時(shí)查看上下輥軸是否接觸,如果不能接觸,將對(duì)滑座進(jìn)行修理。修理到上下輥軸可以順利接觸為止。裝配完成進(jìn)行48小時(shí)以上的試運(yùn)行,同時(shí)對(duì)機(jī)臺(tái)進(jìn)行實(shí)質(zhì)性的整平檢驗(yàn)測(cè)試,確保精度。定制性和新品整平機(jī),除需進(jìn)行上述測(cè)試,還需在昆山整平機(jī)廠家中試基地進(jìn)行生產(chǎn)性測(cè)試,確保整平機(jī)操作性及性能達(dá)到要求。
大,在整平機(jī)的下滾筒全部安裝好,裝配人員會(huì)用卡尺對(duì)左右兩塊側(cè)板進(jìn)行細(xì)致定位,定會(huì)好后,仔細(xì)檢查一下每一根滾軸確保運(yùn)轉(zhuǎn)順暢。同時(shí)查看進(jìn)料上輥軸的滑座、整平上輥軸滑座與左右側(cè)板的配合。確保所有的滑座與側(cè)板的配合順暢,但是不能有超過(guò)50個(gè)絲的間隙。在所有的滑座都能夠與整平機(jī)側(cè)板順利的配合的情況下,安裝好所有的上輥軸。再進(jìn)行互相配合。看每一組上輥軸安裝好以后是否可以順暢的上下滑動(dòng)。同時(shí)查看上下輥軸是否接觸,如果不能接觸,將對(duì)滑座進(jìn)行修理。修理到上下輥軸可以順利接觸為止。裝配完成進(jìn)行48小時(shí)以上的試運(yùn)行,同時(shí)對(duì)機(jī)臺(tái)進(jìn)行實(shí)質(zhì)性的整平檢驗(yàn)測(cè)試,確保精度。定制性和新品整平機(jī),除需進(jìn)行上述測(cè)試,還需在昆山整平機(jī)廠家中試基地進(jìn)行生產(chǎn)性測(cè)試,確保整平機(jī)操作性及性能達(dá)到要求。 掃一掃手機(jī)網(wǎng)站







 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com