



分條機廠家分析分條機對印前和印后的重大作用
在當代包裝行業,分條機廠家介紹,金屬分條機,分切機是印前和印后常常應用的一種對照必要的配備,在印前主要分切原材料,如紙張、塑料薄膜等等。這是原材料廠商為了適應客戶等包裝廠商的寬度要求而必須實現的一個工序。而應用遍及印刷復合后的分切工序,應用分切機將固定幅寬的多組圖案的印刷、復合膜分切為成品膜卷,以適應后邊的積極包裝和制袋工序。
提起分切機的任務功用,不少人都覺得分切機的任務功用只和分切機的速率無關,并不然,我以為分切機的任務功用和以下幾個因素無關:分切速率、成品率、非運轉占用工夫、拘泥性等。分切速率只管是分切機任務功用的一個必要目標,可是假定成品率低下,不光會造成整機的任務功用低下,而且會造成成本的回升。分條機廠家介紹,同樣,假定非運轉占用工夫長,如:調機、對刀、換刀、換料、接探究、換卷、處置懲罰標題問題等耗用工夫長,純凈的前進分切機的速率,也就不成心義了。
分條機廠家介紹,分切機的拘泥性就更不用說了,不光會影響分切機的任務功用,還會影響到產風致量,更會給下道工序造成麻煩和無重要的節儉。以是分切機的任務功用是一個分析觀念.





圓盤刀的直徑與厚度 :
<a href='www.jnzeye.cn'縱剪機<a href='www.jnzeye.cn'圓盤刀的軸向側隙預留的大小要根據剪切帶材的厚度及強度確定。一般保證撕裂區與剪切區的比例為2:1左右,可根據剪切斷面顏色及粗糙判斷側隙是否合適:斷面光滑發亮,德州分條機,側隙太小;斷面鉛灰色,側隙略小;斷面白色略帶鉛灰色,側隙合適;斷面白色,呈顆粒狀粗燥,側隙太大。如果側隙過大,會出現剪切毛刺現象。如果側隙過小,會導致圓盤剪負荷過大,刀盤磨損嚴重,使用周期較短。在生產過程中,圓盤刀兩側的側隙值要盡可能一致。因為側隙大的一側,分條機生產線,剪斷局部的壓痕就會變大,比側隙小的一側對帶料的拉伸要大,就會出現剪切鐮刀彎。特別是板厚與板幅的比率較小的鋼板(窄鋼帶)出現鐮刀彎的幾率就比較大。
重合量:
刀軸精度:刀軸精度包括刀軸的水平擺動、垂直擺動和軸向竄動。通常要求刀軸的水平擺動和垂直擺動精度要求在±0.005mm以內。軸向竄動精度要求在±0.005mm以內。刀軸精度對于實現刀盤側隙的穩定性及刀盤的偏擺起著非常重要的作用








近些年來國內鋁加工行業發展十分迅猛。而鋁帶材分條機主要是用于冷軋帶材的剖分剪切,在實際工作中,這種設備剪切精度的重復再現性非常重要。這是因為其代表分條機設備的整體加工精度,其影響因素與剪切工具的加工精度及設備選型時基本參數確定是否合理有關。
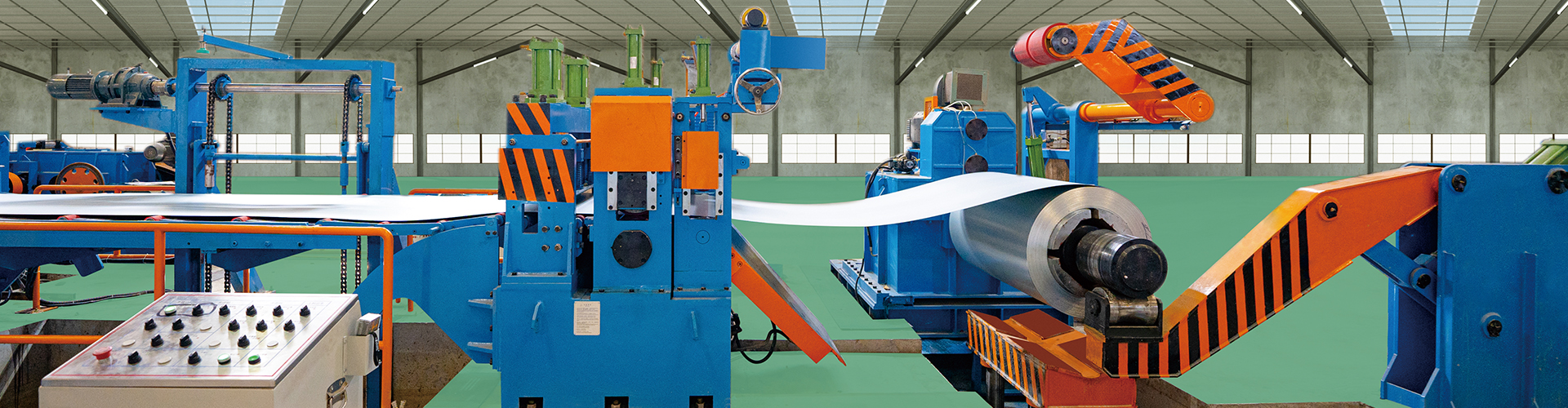
根據有無活套可以將這種分條機設備劃分為活套式和無活套式兩種類型。前者由于沒有活套部分,其機列長度相對較小,看上去和厚箔剪切機比較相似,機組速度較高,其剪切厚度通常不超過0.5毫米。此外,由于機列長度小,所以帶材與導輥等不必要的接觸更少,因而一般是用于生產高表面質量要求的帶材。
但是在使用期間同時也存在一些不足之處,由于無活套結構,所以其對于因板形缺陷帶來剪切后帶材長度不一的調整補償有限。因此在使用這種分條機設備的時候對于來料板形的質量要求比較嚴格,通常要求來料板形凸度不超過1%,平直度不大于25I。
而另外一種帶有活套結構的分條機設備還可以細分為兩種類型,一種采用的是單活套結構,另一種則是雙活套結構。單、雙活套的確定主要取決于卷取帶材的卷徑大小、帶材的板形凸度。
到目前為止,縱剪分條機,先進的分條機設備的剪切速度大約可以達到每分鐘600米到100米之間,剪切條數為60到100條。通常情況下,分條機設備的剪切厚度范圍是0.05毫米到3.0毫米,剪切寬度不小于15毫米。
掃一掃手機網站








 在線客服
在線客服 13702918602
13702918602
